Extrusion Tooling
 As our
customer base has expanded we have become more and more involved in the building of
extrusion tooling. At first it was something that we just stumbled upon but after
working within the extrusion industry for a period of time we realized what a perfect fit
Wire EDM was for the construction of Extrusion Dies and many other associated components.
As our
customer base has expanded we have become more and more involved in the building of
extrusion tooling. At first it was something that we just stumbled upon but after
working within the extrusion industry for a period of time we realized what a perfect fit
Wire EDM was for the construction of Extrusion Dies and many other associated components.
We have
built tooling for profile extrusion, automotive sealing and gaskets, and medical tubing in
relatively equal numbers. The largest die that we ever built produced a part that
was 22” wide and 4” tall. The smallest die that I can remember made a
piece of medical tubing that was less than 1/8” in diameter and had 5 lumens
(openings) in it.
At
EDM Wirecraft we do not claim to be experts in the design of extrusion tooling. Our
expertise is in finding ways to take an 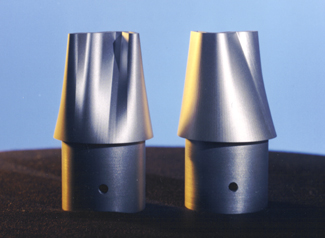 idea
that a customer has for something that he has not been able to do before and finding a way
to turn this idea into reality. With
our capabilities for cutting tapers we have often let the engineers and designers that we
work with design a tool that was what they really wanted, and not just what they had to
settle for. Being able to provide our customers with this type of support and
assistance helps make our work very rewarding Each customer’s needs and
requirements are different and this is part of the challenge as well.
idea
that a customer has for something that he has not been able to do before and finding a way
to turn this idea into reality. With
our capabilities for cutting tapers we have often let the engineers and designers that we
work with design a tool that was what they really wanted, and not just what they had to
settle for. Being able to provide our customers with this type of support and
assistance helps make our work very rewarding Each customer’s needs and
requirements are different and this is part of the challenge as well.
Some
customers approach us with little more than a concept, while others may send us a complete
design. Most jobs seem to fall somewhere in between.
In
addition to dies we build insertion/extraction/deflection test fixtures, sizing equipment,
post forming fixtures, die heads, unusual adapters, and pretty much anything else that our
customers may need.
The two
upper most photos that you will see on this page are of some parts for an automotive
application extrusion die. These are guides that introduce a wire carrier into the
flow stream of material around it. We have made many of these parts in  many different styles, but I like the one piece
ones like these the best. They are often a bit of a challenge to make, but the
successful completion of a part like this tends to give one a great sense of pride in
their work.
many different styles, but I like the one piece
ones like these the best. They are often a bit of a challenge to make, but the
successful completion of a part like this tends to give one a great sense of pride in
their work.
The
last three photos are of a relatively simple extrusion die that we built some years ago
and two of the slugs that came out of it during the Wire EDM process. As you can see
from these slugs, almost no taper is impossible for us to cut. With the taper
capabilities of our Charmilles Wire EDMs, we can streamline these dies in just about any
fashion imaginable. We can fatten up an area to add more restriction and direct flow
elsewhere. We can remove more material in an area that may be difficult to fill and
thereby enhance the flow to that area. Our goal is to build a high quality tool that
looks good, meets the customer’s requirements, and makes good parts. When we
can do this, we feel like we have done well by our customer.
Although
I do not have any photos, we also build vacuum sizers. Some people call these dry
sizers. We have had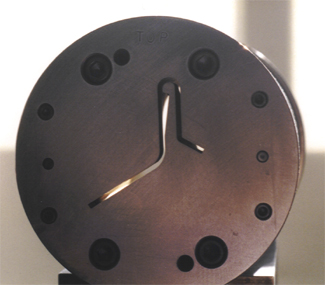 very good success with these and I suspect that many people who read this will have
encountered and used this type of sizer before. We work very closely with David
Friedwald of Extrusion Die Technologies, Inc. He is the creator of the concept that
we use and he works with us on a consulting basis. Dave is retired, sort of anyway,
enjoys playing with his grandchildren immensely, and has a very enjoyable time sharing his
vast knowledge of the extrusion industry with us. He will design complete die and
sizer sets if the customer so desires, and is capable of handling almost any problem that
you may encounter.
very good success with these and I suspect that many people who read this will have
encountered and used this type of sizer before. We work very closely with David
Friedwald of Extrusion Die Technologies, Inc. He is the creator of the concept that
we use and he works with us on a consulting basis. Dave is retired, sort of anyway,
enjoys playing with his grandchildren immensely, and has a very enjoyable time sharing his
vast knowledge of the extrusion industry with us. He will design complete die and
sizer sets if the customer so desires, and is capable of handling almost any problem that
you may encounter.